NIS
Nábytkářský informační systém
 Průvodce
Průvodce Přihlášení
Přihlášení Kontakt
Kontakt


Modifikované dřevo
Modifikované dřevo – dřevo speciálně upravené
Cílem modifikace dřeva je zachování nebo zlepšení stávajících pozitivních vlastností jako je pevnost, pružnost, nízká hmotnost atd. Součastně se snaží o eliminaci vlastností negativních, mezi které patří kupříkladu rozměrová nestabilita, opotřebitelnost apod. Modifikace přináší i možnosti barevných změn a to v celém průřezu. Modifikace dřeva není výdobytek moderní doby. Již v pravěku byla používána tepelná modifikace, když si pravěcí lidé opalovali hroty oštěpů.

Modifikaci dřeva můžeme provádět pomocí:
- Chemicky
- Teploty
- Impregnací
- Tlaku – lisováním
- Mikrovlnného záření
Výhody a užití modifikovaného dřeva:
A proč vlastně používat různě modifikované dřevo pro výrobu nábytku? Většina nábytku se vyrábí ze dřeva. Z pohledu designéra je toto možnost měnit barvu a napodobovat exoty nebo vytvářet složité ohyby. Z pohledu konstruktéra to může být třeba větší pevnost a možnost vytváření subtilnějších konstrukcí nebo větší tvrdost, kterou ocení při aplikaci materiálu na pracovní desky. Větší odolnost a možnost použití v exteriéru ocení zase především uživatelé. Modifikované dřevo se již k výrobě nábytku úspěšně používá.
Jednou z nevýhod modifikovaného dřeva jejího vyšší cena.
Chemická modifikace dřeva
Modifikace - Acetylací
Acetylací dřeva s nekatalyzovaným acetanhydridem, dochází k esterifikaci volné hydroxylové skupiny v buněčné stěně, se ukazuje jako jedna z nejslibnějších metod na zlepšení vlastností výrobků ze dřeva. Ošetřené dřevo se chová jako velmi trvanlivý, rozměrově stabilní a UV záření odolný materiál se zachovanými mechanickými vlastnostmi srovnatelnými s neupraveným dřevem.
Vlastnosti acetylovaného dřeva
Mechanické vlastnosti acetylovaného dřeva ovlivňují především dva faktory. Snížení rovnovážné vlhkosti a degradace buněčné stěny, která se vyskytuje při delším působení vyšších teplot. Jisté účinky má i kyselina octová, která vzniká jako vedlejší produkt. Rozsah degradace je závislý na čase a teplotě, při kterých reakce probíhá (Dinwoodie 2000).
Je také třeba poznamenat, že dřevo je po acetylaci nabobtnalé a ve srovnání s neacetylovaným dřevem obsahuje ve stejném průřezu méně vláken. Při porovnání vlastností vzorků stejných průřezů upraveného a neupraveného dřeva, jsou pak mechanické vlastnosti upravených vzorků horší právě z tohoto důvodu (Hill 2006).
Acetylované dřevo je daleko méně náchylné na sesychání a bobtnání za proměnných atmosférických podmínek. Důvod je jednoduše vysvětlitelný. Buněčná stěna je po modifikaci zaplněna chemicky vázanými acetylovými skupinami, které zabírají prostor uvnitř buněčné stěny, proto je takto modifikované dřevo v nabobtnalém stavu. Velikost nabobtnání závisí na míře modifikace (Hill 2006).
Na obrázku 1 můžeme vidět, že s nárůstem hmotnosti, kterou způsobuje dodané činidlo, dochází ke snížení rozměrových změn. K drobným rozměrovým změnám bude docházet u acetylovaného dřeva vždy, ale jejich velikost je téměř zanedbatelná.
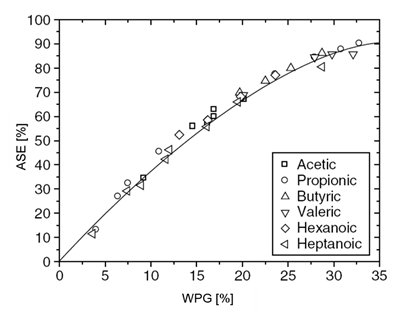
Vliv nárůstu hmotnosti na snížení rozměrových změn. (Hill 2006)
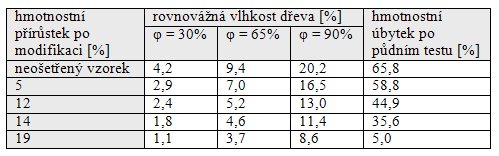
Biologická odolnost acetylovaného dřeva při půdním testu. (Ibach et al., 2000)
Modifikace amoniakem - čpavkem
Čpavek se v nábytkářském průmyslu používá k plastifikaci dřeva a ke změnám jeho barvy. Používá se v plynné podobě (amoniak), kapalné a rozpuštěný ve vodě jako tzv. čpavková voda.
Působení amoniaku vede ke změnám rovnovážné vlhkosti. U většiny dřevin dochází ke zvýšení hodnoty bodu nasycení vláken a hygroskopicity. Též dochází k dočasné plastifikaci. Sesychání a bobtnání se po působení amoniaku při změně vlhkosti silně mění, především v závislosti na dřevině. U některých dřevin se neprojeví žádné změny, u některých je rozměrová stálost snížená a u jiných naopak zvýšená. Nejčastěji amoniak způsobuje zvýšení rozměrové stálosti v radiálním směru a její snížení v tangenciálním směru. Tyto změny jsou vysvětlovány dočasnou ztrátou funkce rozměrové stabilizace ligninu. Nárůst počtu OH skupin po odpaření vázaného amoniaku vede k rozsáhlejším možnostem vázání vody a tím i bobtnání (Weigl et al. 2009).
Kapalný čpavek působí jako plastifikátor, termodynamicky je aktivnější než voda i ostatní rozpouštědla, je schopen uvolňovat vodíkové můstky mezi makromolekulami dřevní hmoty a proniknout do krystalické mřížky celulózy. Kapalný čpavek za nepřítomnosti vody vytváří velmi málo nevratných změn v chemickém složení dřevní hmoty. Plastifikace působením kapalného čpavku probíhá na úrovni uvolňování vodíkových můstků mezi makromolekulami. Po odstranění čpavku se tyto můstky obnovují. To dokazuje i fakt, že dřevní hmota ve změněném tvaru se chová jako by takto narostla (Stojčev a kol. 1979).
Vlastnosti acetylovaného dřeva
Dřevní hmota při čpavkování, bez ohledu na to v jaké formě byl čpavek použit, bobtná více než při máčení ve vodě a též se více sesychá (smršťuje se) po odstranění čpavku. Větší sesychání vzniká prohnutím plastifikované buněčné stěny směrem dovnitř lumenu buňky. U běžných listnatých dřevin (buk, bříza) smrštění činí podle podmínek 18 až 32 %, u jehličnatých dřevin je menší, a to 12 až 18 %. U velmi lehkých listnatých dřevin, jako např. balsa, smrštění dosahuje až 60 %. Tento typ smrštění se nazývá chemické zhuštění (Stojčev a kol. 1979).
Pozorované změny hustoty jsou v rozmezí přirozeného kolísání. Změny chemického složení dřeva neovlivňují celkovou hustotu dřeva. Skutečnost, že hustota není ovlivněná ošetřením dřeva amoniakem, signalizuje, že mechanické vlastnosti také zůstanou ve svém přirozeném rozsahu (Weigl et al. 2009). Použití čpavku v jakémkoli skupenství má za následek změnu barvy, která je způsobena chemickými změnami ve dřevě. Dřevo dostane po ošetření tmavší nádech. Míra ztmavnutí je závislá na čase působení čpavku.
Tepelná modifikace dřeva
Úprava dřeva působením tepla patří k nejstarším modifikacím dřeva. Již naši prapředci opalovali dřevěné kůly a oštěpy v ohni, aby zlepšili jejich vlastnosti.
Hlavním modifikačním činitelem, jak již název napovídá, je teplo. Pro tuto úpravu byly stanoveny jako nejvhodnější teploty v rozmezí 180 °C až 260 °C. Bylo zjištěno, že teploty pod 140 °C mají jen malý vliv na změny vlastností a při teplotách nad 300 °C dřevo již příliš degraduje a ztrácí užitečné vlastnosti. Proces trvá až desítky hodin. Dřevo vystavené vysoké teplotě déle bývá křehčí, ale odolnější vodě (Hill 2006).
U tepelné modifikace, je důležité znát zápalnou teplotu dřeva. Ta se udává od 180 °C. Je tedy nutné zabránit vzplanutí a následnému znehodnocení ošetřovaného materiálu, proto jsou při modifikaci používána různá inertní prostředí.
Působením teplot nad 180 °C začíná docházet k významnějšímu úbytku polysacharidických složek, což má za následek snižování hmotnosti. S úbytkem hmotnosti dochází i k zmenšování objemu, zejména u listnatých dřevin (González 2009).
Vlastnosti tepelně modifikovaného dřeva
Je třeba si uvědomit, že při tepelné modifikaci dochází ke ztrátám hmoty z buněčných stěn a ke změnám rozměrů. Při srovnání průřezu stejně velikých vzorků upraveného a neupraveného dřeva by mělo být na upraveném vzorku více o něco tenčích vláken s pozměněnými vlastnostmi. Od toho se odvíjí i mechanické vlastnosti.
Modul pružnosti se při krátkodobém působení teploty nejprve zvyšuje a pak dochází ke snižování. Rychlost snížení závisí na teplotě. Uvádí se, že při 8% a vyšším úbytku hmotnosti začíná být pokles pružnosti významný. U modelu pevnosti v ohybu dochází k okamžitému snížení při použití vyšší teploty (Hill 2006).
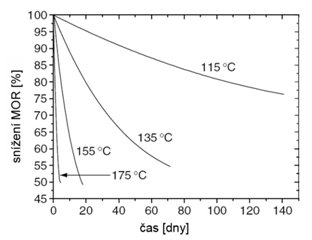
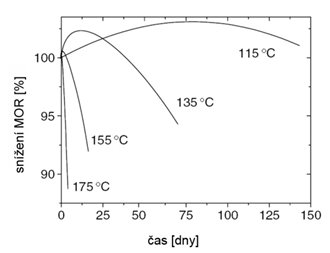
Změna modulu pevnosti a pružnosti v čase při působení vysoké teploty. (Hill 2006)
Voda se váže na hydroxylové skupiny a právě jejich množství je při tepelném ošetření, následkem makromolekulárních změn v buněčné stěně, významně redukováno (Pétrissans et al. 2003). Voda má tím pádem méně možností, jak se do dřeva navázat, a to má za následek snížení bobtnání a sesychání. Upravené dřevo se tedy vyznačuje vyšší rozměrovou stálostí.
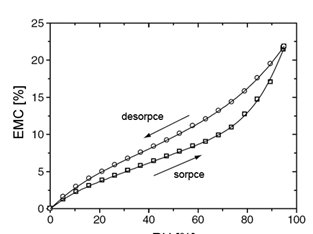
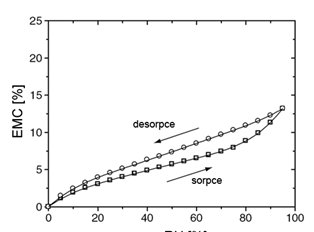
Sorpční a desorpční vlastnosti nemodifikovaného (vlevo) a dřeva modifikovaného (vpravo) v atmosféře dusíku při 250?C po dobu dvou hodin.(Hill 2006)
Při studiu meze pevnosti ve střihu při použití PF lepidel bylo shledáno snížení pevnosti spojů a většího poměru selhání dřeva, čím vyšší byla teplota a doba úpravy dřeva. Vysoký počet selhání a snížení pevnosti ve smyku bylo dosahováno i při použití UF a PVAc lepidel. Kvalita spojů slepených PVAc lepidlem byla velice špatná (Chang a Keith 1978).
Tepelně upravené dřevo má zlepšenou biologickou odolnost. Výzkumy ukazují možnosti jeho použití ve třídách 1–3. Stupeň ochrany ale není dostatečný pro použití v případech, kde dřevo přichází do kontaktu se zeminou (Westin 2004).
Mechanismus zlepšené rezistence rozkladu je pravděpodobně založen na ztrátách polysacharidických složek a snížené rovnovážné vlhkosti dřeva. Také ztráta OH skupin může ovlivnit schopnost enzymů metabolizovat substrát. Je zvažována i možnost, že ve dřevu vznikají nějaké biocidně působící látky (Hill 2006). Již na první pohled je viditelné ztmavnutí ošetřeného dřeva. Míra ztmavnutí se odvíjí od doby a velikosti působící teploty a použitého prostředí. Bekhta a Niemz (2003). Stálobarevnost je lepší, nicméně barvy taktéž blednou Ayadi et al. (2003).
Modifikace dřeva pomocí impregnace
Na impregnační látky vhodné k modifikaci dřeva jsou kladeny následující požadavky. Měly by snižovat rovnovážnou vlhkost dřeva reakcí s hydroxylovou skupinou nebo svojí hydrofobností a navlhavost. Je žádoucí, aby zvyšovaly rozměrovou stálost. Pro dobrou prostupnost nesmí být průměry jednotlivých molekul příliš velké, protože by nedokázaly proniknout do buněčné stěny. Pro trvalou účinnost nesmí být vyluhovatelné a také nesmí působit toxicky na uživatele při používání a následně ani při likvidaci. Neměly by zvyšovat hořlavost a degradovat buněčnou stěnu. Také je důležitá jejich viskozita, která ovlivňuje snadnost průniku do dřeva.
Podle hloubky průniku impregnační látky do povrchu dřeva jsou rozlišovány impregnace na povrchové (do 2 mm), mělké (2–10 mm) a hloubkové (nad 10 mm). Dále se impregnace dělí podle tlaku prostředí na impregnace za normálních atmosférických podmínek (beztlaková), kam se řadí aplikace nátěrem, nástřikem, ponořováním a máčením. Máčení je rozlišováno na krátkodobé (do 24 hod.) a dlouhodobé (déle než 24 hod.) Při modifikacích je častěji používaná impregnace za změněného tlaku prostředí. Pro provedení je potřeba speciálních impregnačních zařízení, které se pojí s vyššími investičními náklady, ale je účinnější. Pracuje se s určitými změnami tlaku, teploty, impregnačními látkami a časem.
Základní způsoby impregnace
Metoda plného nasycení buněk
Po naplnění a uzavření tlakové nádoby je odsát vzduch. Poté se nádoba naplní impregnační látkou pod tlakem až 800 kPa a tlačí se tak dlouho, dokud nejsou vyplněny všechny kapiláry. Je dosahováno vysokých spotřeb impregnační látky.
Metoda prázdných buněk
Na počátku je vháněn do dřeva nejdříve vzduch, který se stlačuje v buněčných prostorách. Posléze se za vzduchem začne vtlačovat olej a ten při hlubším průniku stlačuje vzduch ještě více. V závěru impregnačního cyklu, při zrušení tlakové fáze, se roztáhne stlačený vzduch v buňkách a vytlačí přebytečný olej zpět do nádrže. Použitím vakua na závěr procesu se urychlí a usnadní vysátí přebytků oleje. Tato metoda je označována jako úsporná impregnace.
Metoda částečného nasycení buněk
Jde o přímé vtlačování impregnačního oleje, jeho vypuštění (ještě před nasycením buněk) a dále působení horkého vzduchu, vakua nebo přehřáté páry. Je dosahováno nižšího příjmu impregnačního oleje (Svatoň 2000).
Impregnace UF, PF, MMF pryskyřicemi
Důležitým faktorem ovlivňujícím možnost impregnace je velikost molekul zvolené pryskyřice. Je třeba, aby molekuly byly tak malé, aby dokázaly proniknout do buněčné stěny, rozptýlit se v ní a blokovat místa pro navázání vody. Z toho vyplývá, že vhodnější jsou dřeviny s vysokou propustností. Stamm a Seborg (1939) formulovali tři základní požadavky na pryskyřice. Jsou to tyto: dostatečně malé molekuly, což vyžaduje vůbec nebo jen mírně zpolymerovanou pryskyřici. Dále by molekuly měly být rozpustné v polárních rozpouštědlech (voda), které je dopraví do buněčné stěny. Molekuly pryskyřice nesmí být odpuzovány makromolekulárními složkami buněčných stěn.
Podle Deka a Saikia (2000) přítomnost pryskyřice ve struktuře dřeva dokáže zvýšit rozměrovou stálost. Tito impregnovali dřevo jehličnanů PF, MF a UF pryskyřicemi a zjistili, že vzorky zvětšily svůj objem o cca 10 % a hmotnost o 34 %. Velikost rozměrových změn se snížila u PF a MF pryskyřic o 70 %, u UF o polovinu. Hodnoty MOR i MOE byly zvýšeny.
Lukowsky (2002) došel k závěru, že největší rozměrovou stabilitu má dřevo naimpregnované pryskyřicí s nízkým nebo naopak vysokým obsahem formaldehydu. Vzhledem k vlivu formaldehydu na zdraví člověka je volen nízký obsah formaldehydu.
Stamm a Seborg (1939) zkoušeli různorodá lepidla při výrobě překližky z PF pryskyřicí impregnovaného dřeva. Lepidla na bázi PF vykazovala vyšší výkony, hlavně při působení vlhka. Stejní autoři uvádí dobrou odolnost rozkladu impregnovaného materiálu dřevokaznými houbami.
Impregnace sacharidy
Cukrem je možno impregnovat a konzervovat starý historicky cenný, poškozený nábytek a nebo zlepšovat vlastnosti nábytku moderního. Při konzervaci historického nábytku cukry představují náhradu syntetických látek jako PEG. Navíc jsou, narozdíl od syntetických přípravků, opětovně vyluhovatelné. Takovýto nábytek se impregnuje velmi dlouhou dobu (týdny) za přirozeného tlaku a teploty, aby nedošlo k jeho poškození (Parrent 1983).
Dřevo pro výrobu součastného nábytku lze impregnovat za zvýšeného tlaku a zvýšených teplot, nesmí však dojít ke karamelizaci cukru. Doba impregnace se tak výrazně zkrátí.
Pro impregnaci se používá sacharóza, což je běžně dostupný řepný nebo třtinový cukr. Další výhodou, po snadné dostupnosti, je nízká cena a přírodní původ této látky. Nehoří, tudíž ani nezvyšuje hořlavost dřeva. Je recyklovatelná. Bohužel není příliš odolná mikroorganismům, a proto je vhodný přídavek biocidů. Podle Parrenta (1983) aktivní mikroby mohou ve dřevě produkovat značné množství oxidu uhličitého, takže dílec může nabobtnat a prasknout. Materiál má po ošetření vyšší hustotu, tvrdost a pevnost. Je zachován přírodní vzhled.
Je nevhodné používat sacharózou impregnovaný materiál v prostředí o relativní vlhkosti vzduchu vyšší než 75 %, protože pak dochází k absorpci vlhkosti a povrch se stává mokrým.
Modifikace dřeva - lisováním
Lisování dřeva je proces, kdy působením mechanických sil na dřevo vzniknou jeho deformace. Deformace jsou obvykle trvalého rázu. Následkem slisování se zhutní struktura dřeva a zlepší se některé mechanické vlastnosti. Při lisování nesmí být překročena mez pevnosti dřeva, jinak dojde k porušení buněčné struktury a snížení mechanických vlastností. Slisované dřevo má vyšší hustotu, což zlepšuje jeho odolnost vůči mechanickému poškození. Pro lepší slisovatelnost je vhodné dřevo přechodně měkčit – plastifikovat. V plastickém stavu zůstává dřevo pouze po dobu udržování vlhkosti a teploty. Po dosažení požadovaného tvaru je zafixováno, vysušeno a ochlazeno. Tím se vrátí do přirozené podoby, avšak nový tvar si uchová.
Způsoby lisování
Podle směru působící síly
- Jednoosé: síla působí v jednom směru
- Dvouosé: síla působí v radiálním a tangenciálním směru
- Prostorové (izostatické): síla působí ze všech stran
Podle rovnoměrnosti
Rovnoměrné:
- Kolmo na dřevní vlákna
- Rovnoběžně s dřevními vlákny
- Izostatické (ze všech stran najednou)
Nerovnoměrné:
- Kolmo na dřevní vlákna
Rovnoměrné lisování
Při rovnoměrném lisování je povrch dřeva i lisovacích desek rovný a zhuštění rovnoměrné. Nejčastější směr lisování je kolmo na dřevní vlákna. Chuchrjanskij (1953) uvádí, že jehličnaté dřeviny s velkými rozdíly mezi jarním a letním dřevem se mohou jednostranně rovnoměrně lisovat kolmo na vlákna jen v radiálním směru, protože letní dřevo je hustší a pevnější, probíhá lisování na úkor méně pevného jarního dřeva. Při lisování v tangenciálním směru nastává místní vybočování letokruhů. Dřevo listnatých kruhovitě pórovitých dřevin, vyjma dubu, se lisuje též jen v radiálním směru. Dřeviny listnaté roztroušeně pórovité lze lisovat v radiálním i tangenciálním směru
Mechanické vlastnosti se mění v závislosti na stupni slisování a polohy dřeňových paprsků. Všechny mechanické vlastnosti se zlepšují se stupněm slisování V případě, že je lisované dřevo namáháno v rovině lisování na ohyb, vykazuje zvýšenou pevnost na únavu materiálu. Pokud je namáhání na ohyb podélně ve směru lisování, hranolek je slisován v radiálním směru, dosahuje neobyčejné pružnosti. Při slisování totiž dojde ke slisování letokruhů, především jarních, a ty při působení sily dokáží nabýt původních rozměrů.
Lisováním rovnoběžně s vlákny se vyrábí tzv. trvale ohýbatelné dřevo též známé pod názvem ohýbací dřevo. Izostatickým lisováním se vyrábí materiál Calignum.
Nerovnoměrné lisování
Lisovat nerovnoměrně lze ve formě, kdy je do lisu vkládán rovnoměrně opracovaný materiál a výstupní tvar je nerovnoměrný dle formy. V místech menší tloušťky dochází k většímu zhuštění, naopak u větší tloušťky bude hustota nižší. Velkou nevýhodou tohoto způsobu je vysoká cena forem. Vyplatí se pouze ve velkém množství. Druhou možností je lisovat tloušťkově tvarovaný materiál. Větší tloušťka materiálu je v místech, kde se předpokládá větší mechanické zatížení. Z míst méně namáhaných je část materiálu odebrána. Po slisování je materiál stejné tloušťky po celém průřezu, ale hustota je rozdílná. Je to jedna z možností, jak dosáhnout nižší hmotnosti a přitom zachovat potřebné vlastnosti. (Chuchrjanskij 1953)
Mechanické vlastnosti nerovnoměrně slisovaného dřeva jsou závislé na hustotě. Hustota závisí na stupni slisování v daném místě. S rostoucí hustotou se zvyšují i mechanické vlastnosti, které stejně jako hustota nejsou v celém objemu konstantní.
Při nerovnoměrném lisování se mění nejen mechanické, ale i vzhledové vlastnosti. Vhodným tvarovým opracováním před lisováním lze dosáhnout určité, esteticky zajímavé a navíc v jistých mezích opakovatelné, kresby. Je možný i opačný postup. Nejprve je materiál slisován ve tvarové formě a poté nakrájen na dýhy. 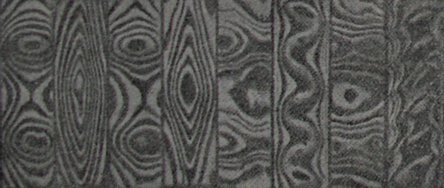
Různé kresby lisovaného dřeva (Chuchrjanskij 1953)
Modifikace dřeva - působením mikrovln
Řada dřevin, obzvláště ty tvrdé, mají velmi nízkou propustnost a to způsobuje spoustu problémů, zejména při sušení a impregnacích. Pro modifikaci mikrovlnami se používá dřevo s vlhkostí nad 35 %. Vlhkost ve dřevě dobře absorbuje mikrovlnnou energii. Působením mikrovln se voda začne velmi rychle zahřívat a mění se v páru. V dřevních buňkách a strukturách vzniká tlak, jehož velmi rychlý nárůst poruší všechna slabší místa v buňkách jako tečky, dvojtečky a parenchymatické buňky v dřeňových paprscích. Následkem změn ve struktuře je zvýšená propustnost v příčném směru. Při zvýšení hodnot aplikované mikrovlnné energie vzroste tlak par ve dřevě natolik, že dochází ke tvorbě mikro i makroskopických trhlinek v radiálním i podélném směru. Propustnost se zvýší i v podélném směru.
Modifikaci dřeva mikrovlnami lze rozdělit na nízkou, mírnou a vysokou. Nízká míra úpravy zvyšuje propustnost dřeva 1,1–1,5 krát. Ani vlastnosti dřeva se příliš nemění. Mírný stupeň zvyšuje propustnost asi tisíckrát a velmi mění fyzikálmí a mechanické vlastnosti. Vysoký stupeň modifikace způsobuje milionkrát větší propustnost a mění dřevo na vysoce porézní materiál. Fyzikální i mechanické vlastnosti jsou hodně změněné. Mimo propustnost ovlivňuje použití mikrovln i pevnost, ohebnost, hustotu, tepelnou vodivost elektrické a dielektrické vlastnosti atd. Vysoce upravené dřevo se nazývá torgvin a používá se jako výchozí materiál pro materiál vintorg.